Q&A トップチェーン
お客様から寄せられました「よくある質問」をQ&A形式で掲載しています。質問をクリックして回答へお進みください。
Q&A内で語句を
トップチェーン全般
| Q1 | トップチェーンの分類は? |
|---|---|
| Q2 | プラスチックトップチェーンとステンレストップチェーンの分類・特長は? |
| Q3 | トップチェーンの仕様 (材質) の選び方は? |
| Q4 | ステンレスピンとプラピンの違いは? |
| Q5 | レールの材質の選び方は? |
| Q6 | 直線レールの取付方法は? |
| Q7 | 超低摩擦・耐摩耗 (ALF) 仕様の採用例は? |
| Q8 | トップチェーンの材質の耐食性は? |
プラトップチェーン、プラブロックチェーン
プラスチックモジュラーチェーン

| Q1 | トップチェーンの分類は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1 |
トップチェーンは、プラスチック製のプラスチックトップチェーンとステンレス製のステンレストップチェーン、トップチェーンアクセサリの3分類の商品で構成されています。プラスチックトップチェーン、ステンレストップチェーンの違いについては下記「特長早見表」、「プラスチックトップチェーンとステンレストップチェーンの概要比較」を参照ください。 【トップチェーンアクセサリ】 用途別に様々な形状・材質から最適な組合せが可能で、コンベヤの周辺装置に便利なアイテムです。
などのコンベヤ周辺部品を多数ラインアップしています。 【特長早見表】
【プラスチックトップチェーンとステンレストップチェーンの概要比較】
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q2 | プラスチックトップチェーンとステンレストップチェーンの種類・特長・用途は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A2 |

【プラスチックモジュラーチェーン】 チェーン構造を備えたプラスチック製モジュールリンクをレンガ状に組合せることにより、ベルト状のワイドな搬送面とチェーンとスプロケットの噛合せによる確実な駆動を実現します。 用途や搬送物の形状に合わせて、「クローズタイプ」、「オープンタイプ」、「ネットタイプ」などから選択できます。その他、傾斜搬送に適した「マグネットタイプ」、「ラバータイプ」、「フライトタイプ」もラインアップしています。 搬送面は50mmから対応可能で、プラトップチェーンやプラブロックチェーンよりワイドな面で搬送します。 [主な用途] 幅の広い商品や多くの商品を一度に搬送、重量物の搬送に最適

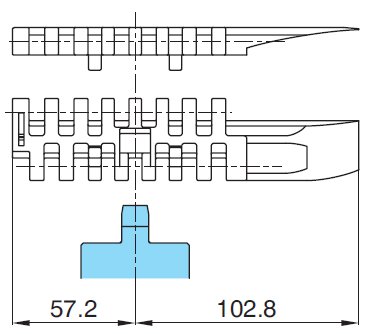
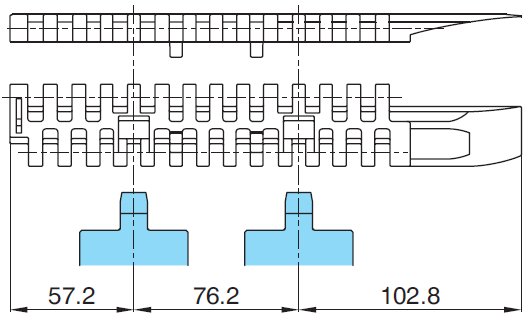
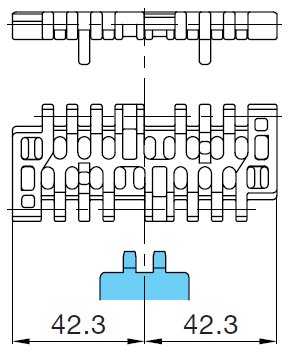
【プラトップチェーン】 トッププレートとチェーン部分をプラスチックで一体成形し、継手ピンで連結しています。 トッププレートだけがプラスチック製でチェーン部分はスチールで構成されている形式もラインアップしています。その他にもプレートに自由に回転するローラを取付けた形式があり、アキュムレート時のラインプレッシャを軽減します。 トッププレート幅は42.0~304.8mmより、搬送物に合わせて選択できます。 [主な用途] プレートに1つづつ積載し搬送する用途に最適

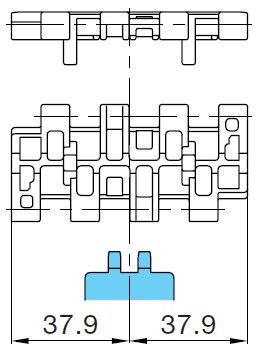
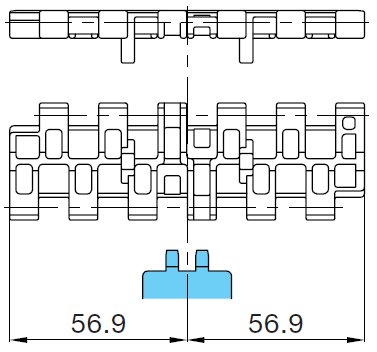
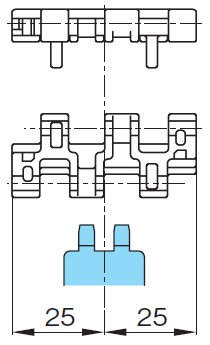
【プラブロックチェーン】 ブロック形状のリンクを継手ピンで連結したシンプルな構造です。 プラトップチェーンより小さなチェーンピッチ (9.525~25.4mm) を採用しているため、スプロケットの外径を小さくすることができます。 乗継部 (デッドスペース) を小さくできるため、乗移りがスムーズになります。リンク幅は13~63mmと小さいため、小さなスペースに設置できます。 [主な用途]

【ステンレストップチェーン】 耐食性に優れたステンレスを主要部品に使ったトップチェーンです。トッププレートをチェーンと一体で作った形式や、両者を接合した形式があります。 一般的にプラトップチェーンよりも、最大許容張力が大きくなっています。 [主な用途]
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q3 | トップチェーンの仕様 (材質) の選び方は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A3 |
下記リンクから仕様の選び方と仕様別適用表をご確認ください。 プラスチックモジュラーチェーン・プラトップチェーン・プラブロックチェーン仕様の選び方と仕様別適用表 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q4 | ステンレスピンとプラピンの違いは? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A4 |
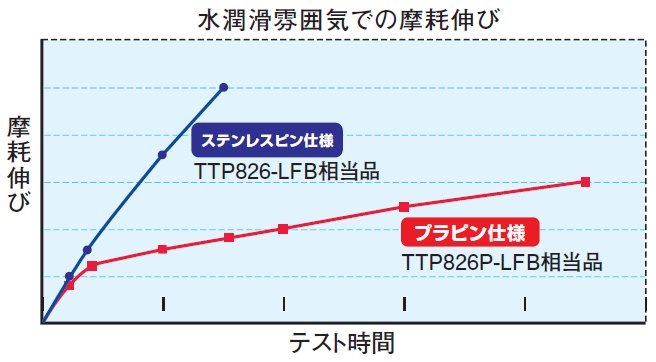
プラピン仕様は軽量で非常に取扱いがしやすく、プラスチックモジュラーチェーンやプラトップチェーンではプラピン仕様が主流です。また、水のみが掛かる(前工程から搬送物に付着してくる)場合には、ステンレスピン仕様では水の影響で短期間で寿命になる場合があり、プラピン仕様をお勧めします。 ステンレスピン仕様はプラブロックチェーンでは主流になっており、商品によっては、許容張力がプラピン仕様より大きい場合があります。また衝撃が掛かる場合には、ステンレスピン仕様がお勧めです。 プラピン仕様
ステンレスピンとほぼ同じ許容張力(80~100%) 長寿命:つばき独自の材質の組合せにより、ドライ・石けん水・水などの各種条件下において優れたピン~ブシュ間の耐摩耗性を発揮します。特に水潤滑で効果を発揮します。 軽量:ステンレス製ピンのトップチェーン比75~85%。取扱い容易、所要動力や騒音の減少に効果があります。 廃棄が簡単:チェーン全体がエンプラですから、そのまま廃棄ができます。 食品衛生法に適合:リンク・ピンともに食品衛生法に適合した材料を使用しています。 注)1.カタログ技術ノート、トップチェーンの取扱、プラピンタイプの使用上の留意点と分解・連結を参照ください。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q5 | レールの材質の選び方は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A5 |
プラスチックチェーンを設計する場合、チェーンの受けとしてレールを一般的に設置いただきます。このレール材質は用途・目的によって選んでいただきます。 汎用用途
超高分子量ポリエチレン製レール(プラレール、Pレール)が多く使われます。潤滑のある条件にお勧めします。 摩耗粉の発生を抑えたい場合
PLFレールまたはMレールを推奨します。またステンレス製(ミガキ仕様)や金属レール(硬質Crメッキ+バフ仕上げ)でも摩耗粉の発生を抑えます。 ※Mレールはドライ条件専用です。潤滑や水が掛かる場合には使用しないでください。 ※ステンレスなど金属レールでは発生する摩耗粉は金属粉を含んだ黒色のものとなります。 高温雰囲気で使用する場合
金属レールをお勧めします。ミガキ仕様または硬質Crメッキ+バフ仕上げのものをご使用ください。 高温で使用する場合 レール材質はステンレス製(冷間圧延材)を推奨します。 レールの固定は熱膨張を考慮して一端のみ固定してください。また、レール間のスキマも熱膨張を考慮してください。
(参考:SUS304の線膨張係数…1.8×10-5mm/mm/ ℃) スプロケットは雰囲気温度150℃未満の場合はスチール製の標準スプロケットが使用できます。 チェーンを多列で使用する場合はチェーンとチェーンのスキマは下記寸法としてください。
チェーンの熱膨脹を吸収するため、テークアップが必要です。テークアップ調整は必ず、使用温度に上げてから行ってください。温度を下げる時は、必ずテークアップを緩めてから行ってください。 黒い摩耗粉が発生します。定期的に清掃してください。 起動時は(インバータ制御などで)スロースタートで立上げてください。また停止時はスロー停止してください。
注)
注)使用温度範囲
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q6 | 直線レールの取付方法は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A6 |
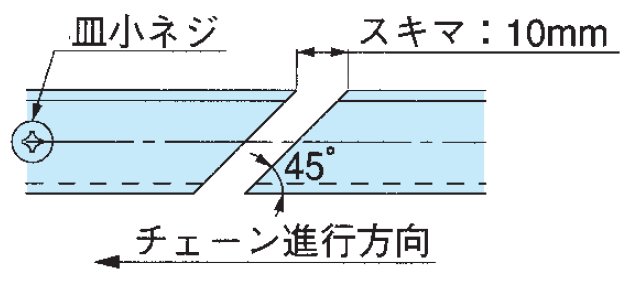
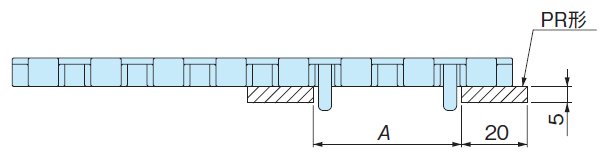
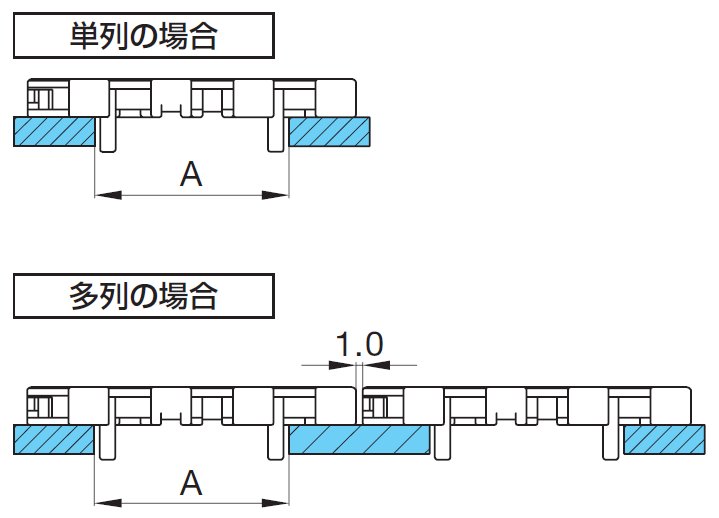
直線レールにプラスチック製レール(プラレール、PLFレール、Mレール)を用いる場合、熱による膨張を考慮して、レール間に隙間を設置ください。またレールの固定は端部1か所ネジ止めとしてください。 凹凸形(PR、PH)、フラットレール
凹凸形レールのスキマ…3~5mm ※線膨張係数 プラレール (Pレール)・(PLFレール) 20×10-5mm/mm/℃")%> Mレール 9×10-5mm/mm/℃ 注)
長尺直線タイプ(Z形、T形、L形、フラット形等の押出レール)…コンベヤ機長が長い場合
長尺直線タイプ(Z形、T形、L形、フラット形等の押出レール)…コンベヤ機長が短い場合
質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q7 | 超低摩擦・耐摩耗 (ALF) 仕様の採用例は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A7 |
実績は多数ありますが、代表的な採用例を紹介します。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q8 | トップチェーンの材質の耐食性は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A8 |
チェーンを選定の際は、下表からその材質が十分なものであるかチェックしてください。また、この耐食性は、トップチェーンと一緒に使用するレール材質のチェックにも使用できます。 なお、この表は20℃雰囲気における結果であり保証の程度を表したものではありません。実際の使用にあたっては、温度・使用条件などを総合的に検討してください。下表は、トッププレートやチェーンの構成部品の材質(仕様)を個別に記載していますので組合せてチェックしてください。 濃度表記の無い試薬は飽和状態または100%溶液です。溶液を混合して使用する場合は、条件が変わりますのでご注意ください。 [各種液体に対する耐食性]
注)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q9 | プラトップチェーン、プラブロックチェーンのコンベヤ設計は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A9 |
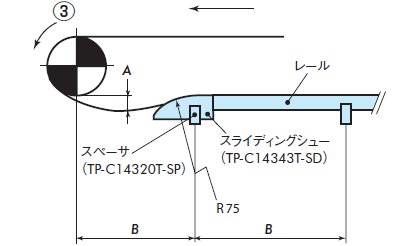
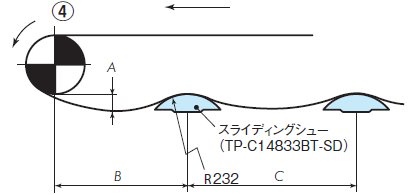
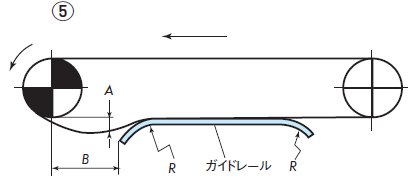
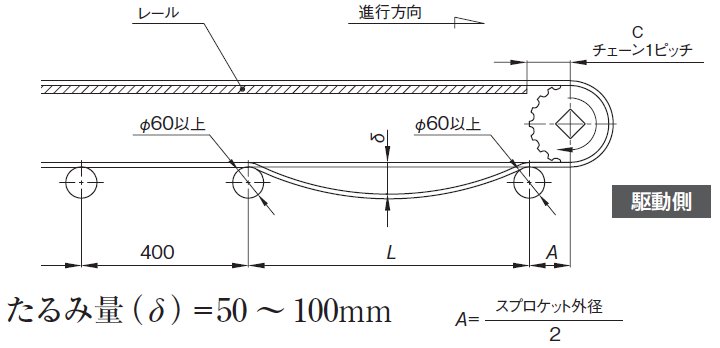
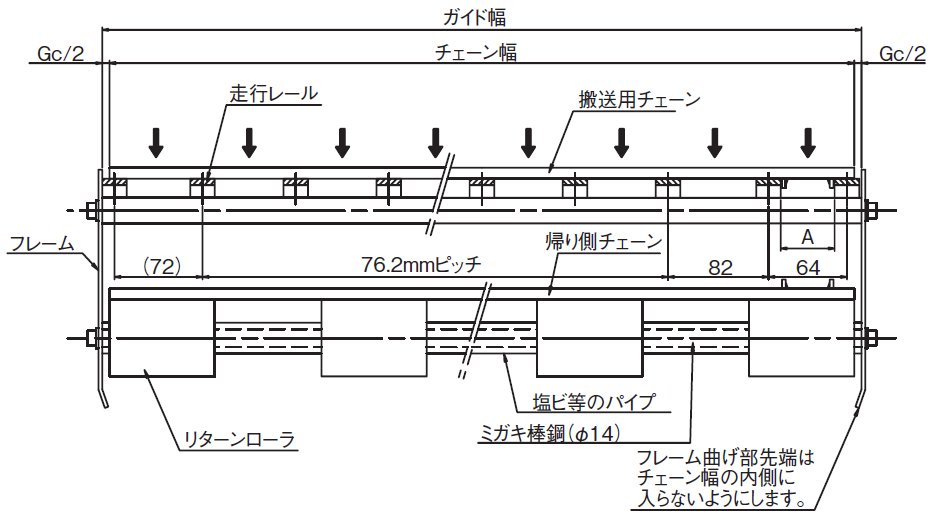
プラスチックチェーンの場合、一般的に搬送側はレールでチェーンを受けていただき、帰り側については、チェーンにたるみを設けてください。特に駆動スプロケット下のたるみが重要です。スパン500~900mm・たるみ量50~100mm(運転中)は保持するようしてください。このたるみが範囲以外ではチェーンが歯飛びする可能性があります。 ガイドレールの配置は設置スペースなどにより異なりますが一例を下図に示しています。なお、帰り側のレイアウトは、Q.8を参照ください。
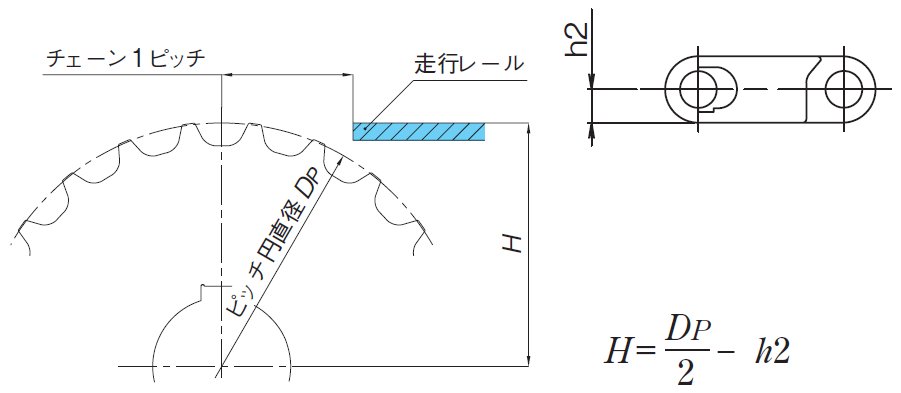
チェーンのたるみ量 戻り側チェーンを受けるリターンローラの間隔は500~900間隔としてリターンローラ間のチェーンのたるみ量は50~100mmとしてください。このたるみにより歯飛びを防止しています。この間隔、たるみ量の範囲以外では歯飛びする場合があります。 かみ合い角度 駆動スプロケットとチェーンの「かみ合い角度」は150°以上にしてください。 レール端部 駆動、および従動側のレール端部から、各々のシャフトセンターまでは、チェーン1ピッチ分の距離を設けてください。なお、従動側レール端部はチェーンとレールの引っ掛かりを防止するためR曲げ、あるいは面取りを施してください。 搬送側走行レールの高さ カタログ技術ノート、コンベヤ設計、駆動・従動側のレール取付けを参照下さい。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q10 | トップチェーン、プラブロックチェーンの帰り側のレイアウトについて | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A10 |
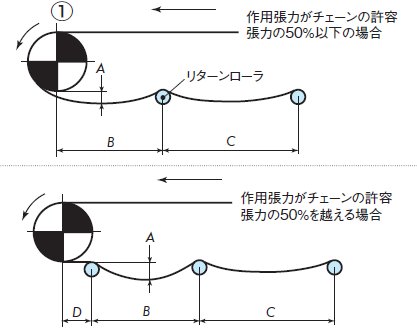
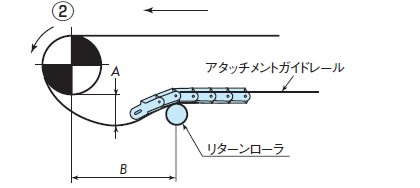
最も一般的なレイアウトとして、リターンローラで受ける方式を推奨します。リターンローラの受け方式では、適当なチェーンのたるみを設置可能で、チェーン伸びを吸収可能できるため推奨します。また、浮上がり防止アタッチメント付チェーンを使用する場合は、アタッチメント摺動による方式も適用可能です。ただし、チェーンの伸びを吸収する機構(テンショナー等)の設置を検討ください。 帰り側のレイアウトは、チェーンの種類・搬送物の種類・形式・経路などによって異なりますが、一般的なレイアウトを以下に示します。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q11 | コーナディスクを用いたコンベヤについて | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A11 |
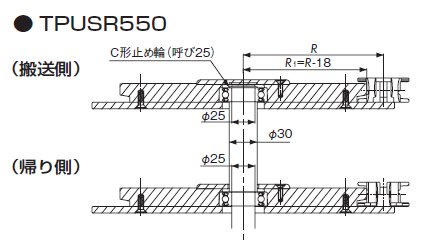
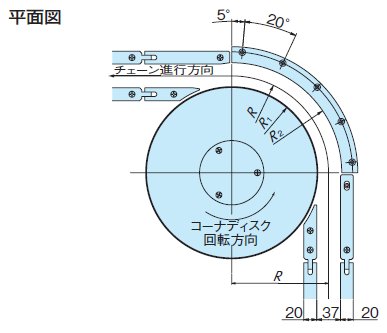
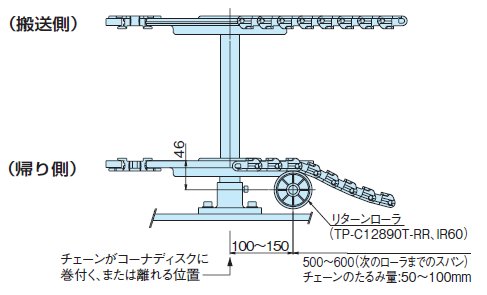
横曲り半径が小さいチェーン(最少横曲り半径(R190以下)では、横曲り半径を小さいコンベヤを製作する場合は、コーナディスクを設置ください。横曲り半径の中心に軸を設置し、搬送面側用、帰り側用コーナディスクを設置してください。 TPUSR形チェーンのコーナディスクを用いた曲線部
(記号の説明)
帰り側直線部を、リターンローラで受けるコンベヤの場合は、下図のようにコーナ部の入口と出口に案内のためリターンローラを必ず設置ください。 注)ドライ雰囲気でのご使用を推奨します。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q12 | プラクレセントチェーンのコンベヤ設計は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A12 |
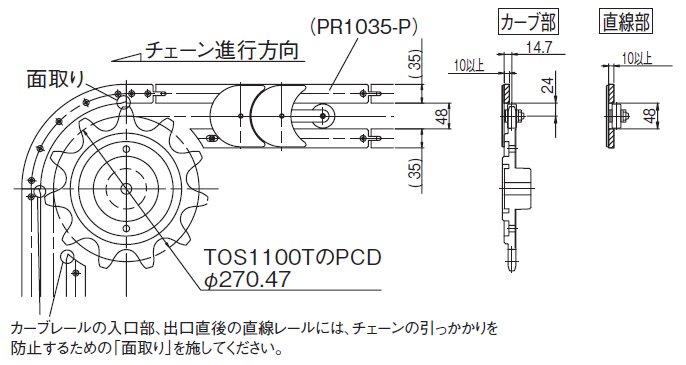
プラクレセントは水平搬送可能なチェーンです。TORP(ローラ付)タイプの場合、コーナー部では、スプロケットまたはレールでガイドしてください。TOSP(ローラなし)タイプの場合、コーナー部にはスプロケットを使用してください。また水平コンベヤの場合、チェーンの摩耗伸び、温度変化による伸びを吸収するテークアップ機構が必ず必要です。設置しない場合、歯飛び等搬送に支障が出来る場合があります。 ガイドレールの配置 配置スペースなどにより異なりますが、下記例を参考ください。 レールの設置例①…TOSP1143+コーナ部スプロケット使用の場合
レールの設置例②…TORP1143+コーナ部スプロケット使用の場合
レールの設置例③…TORP1143+コーナ部カーブレール使用の場合
コンベヤレイアウトの注意事項 コンベヤの摩耗伸びや温度変化などによる伸びを吸収できるように、テークアップ機構を必ず設置してください。下記例を参考ください。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q13 | プラトップチェーン、プラブロックチェーンの分解、組立方法は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A13 |
タイプにより、継手ピンが異なります。継手ピンの形状に従い、パンチおよびハンマー等で分解、切接ぎを実施してください。プラクレセントチェーンのみ独自の構造となっております。下記を参照してください。 継手ピンがDピンタイプ(TPUN555除く) チェーンのどの部分からでも、分解できます。また、ピンは、左右どちらからでも抜差しできます。
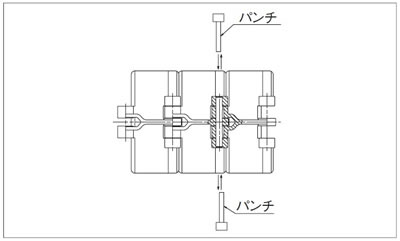
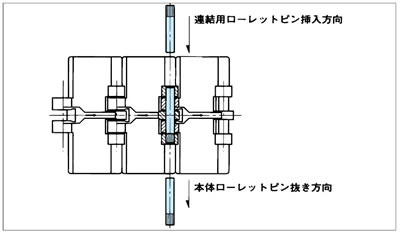
継手ピンがローレットピンタイプ 分解時はローレット加工していない側の端部にパンチを当てて抜いてください。再度連結する場合はローレット加工している側の端部にパンチを当てて連結してください。
TN、TNU、TRU、TP-1873G、TP-1873T、TP-1843G ジョイント部の、ピンと外プレートの片側とはルーズフィットとなっています。ジョイント部以外のところで分解する場合は、チェーンバイスなどを用いて、一対のピンを平行に抜いてください。なお、ジョイント部以外で分解したリンクは再使用できません。 継手ピンがDピンタイプ(TPUN555除く) ピン挿入方向は一方方向です。 プラクレセント
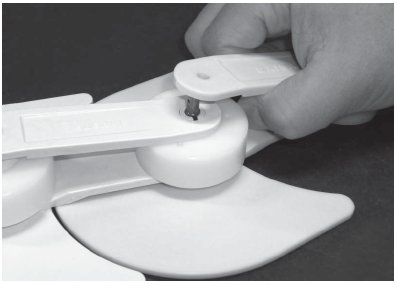
1.継手ピンからスナップピンを抜き、オフセットリンクを外してください。
2.オフセットリンクを90度回転させてください。
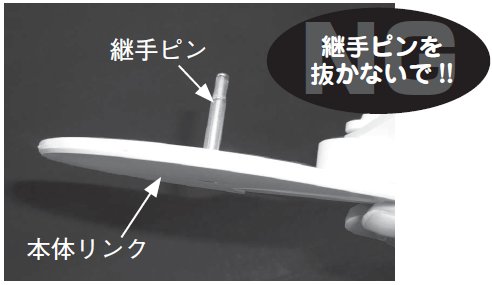
3.継手ピンを本体リンクごと前のリンクから抜き取ってください。
注意:分解の際、継手ピンを本体リンクから抜かないでください 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q14 | プラトップチェーン、プラブロックチェーンのプラピンの使用上の注意は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A14 |
一度抜いたピンを再使用すると嵌合力が低下し、ピン抜けトラブルの原因になりますので使用しないでください。なお、切接ぎ用ピンは本体ピン(白色)と識別するためオレンジ色としています。チェーン1本につき、切接ぎピン1本を同梱していますので、切接ぎ時にご利用ください。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q15 | プラトップチェーン、プラブロックチェーンで正逆運転はできますか? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A15 |
プラトップチェーンおよびプラブロックチェーンは進行方向が決まっているため、正逆運転は推奨できません。正逆運転を要望される場合は、プラスチックモジュラーチェーンにて検討ください。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q16 | 直線搬送用TTPとTPF、TPS、TPHの使い分けは? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A16 |
直線搬送用TTPとTPF、TPS、TPHの使い分けは下表をご覧ください。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q17 | 曲線搬送用TTUPとTPUの使い分けは? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A17 |
曲線搬送用TTUPとTPUの使い分けは下表をご覧ください。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q18 | プラスチックモジュラーチェーンの使い分けは? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A18 |
コンベヤ間の乗継を小さくしたい場合は、チェーンピッチの小さいWT1500シリーズやBTN5、BT6、BTC4-M、TOD形をお勧めします。汎用的な用途ではBT8、WT2250、WT2706、WT3835、WT300シリーズをお勧めします。荷重の掛かる場合や重量物の搬送に、WT2500シリーズやBTH16をお勧めします。乗継部の隙間を無くしたい場合はWT1907、3827、5707シリーズをお勧めします。金属トレーや部品の傾斜(すべりを防止)搬送される場合は、マグネットを内蔵したBTM8H、BTM8H-Mをお勧めします。また段ボールシート等の搬送にはWT2525をお勧めします。傾斜での搬送にはWT2250シリーズのフライト付やラバー付をお勧めします。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q19 | プラスチックモジュラーチェーンの分解、組立方法は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A19 |
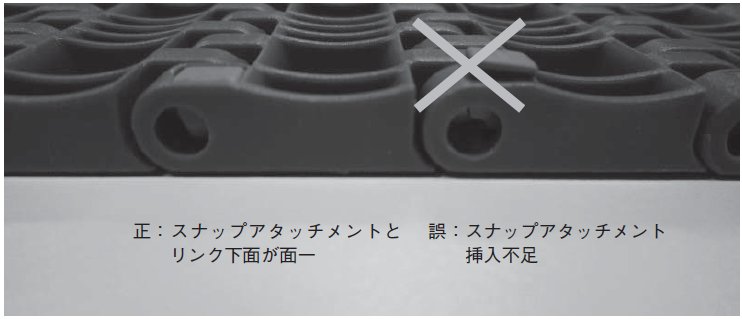
チェーンのシリーズにより構造は異なりますので、下記を参照ください。 ■BTN5、BT6、BT8シリーズの構造と分解連結 チェーンの両端部の構造 チェーン両端部は、ピンの抜け防止のため、スナップアタッチメントをリンクの裏側から挿入しています。(スナップフィット) 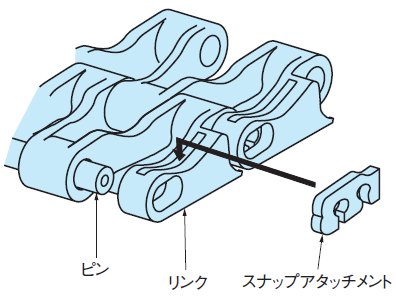 [クリックで拡大] 分解・連結要領 ①先の細いマイナスドライバをリンク穴とスナップアタッチメントのスキマ(約1mm)に差込み、スナップアタッチメントを外します。 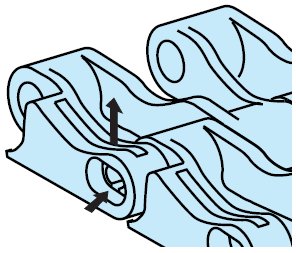 [クリックで拡大] ②ネジ付ドライバを回転させて、ピンのセンタ穴(φ1.0)に食込ませ、ピンを引抜きチェーンを分解します。  [クリックで拡大] ③チェーンを連結する際は、チェーンの両端を引き寄せて組合わせ、一端よりピンを挿入します。チェーンの裏側よりスナップアタッチメントを挿入します。 ■WT1500/3000シリーズの分解 ①先の細いマイナスドライバーなどをチェーン側面のプラグとチェーンの間に差し込みます。  [クリックで拡大] ②テコの要領でプラグを本体から外します。この時プラグが飛ばないように注意してください。 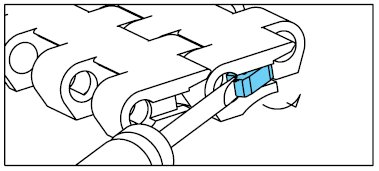 [クリックで拡大] ③ネジ付きドライバーを回転させて、ピンのセンター穴(φ1)に食い込ませ、ピンを引き抜きチェーンを分解します。 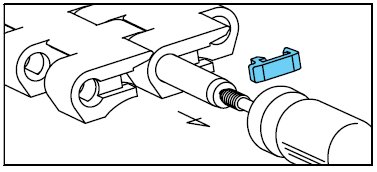 [クリックで拡大] ■WT1500/3000シリーズの連結 ①チェーンを連結する際は、チェーン同士を引き寄せて組み合わせ、一端よりピンを挿入します。 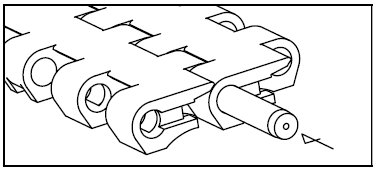 [クリックで拡大] ②次にピン挿入部を塞ぐため、プラグを差し込みます。この際、プラグの向きに注意し(突起部がピン穴部にくるように)、パチッと音がするまで押しはめてください。 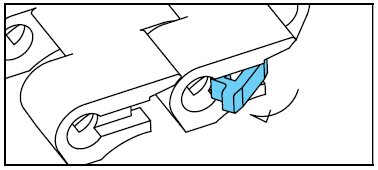 [クリックで拡大] ③プラグが正常に取り付けられているか確認してください。  [クリックで拡大] 注)連結時には付属もしくは専用のピンを使用して連結してください。 ■WT2500シリーズ、BTM8Hシリーズの分解 ①先の細いマイナスドライバーなどをチェーン側面のプラグの穴に差し込みます。  [クリックで拡大] ②マイナスドライバーを矢印の方向に押し、プラグをスライドさせます。 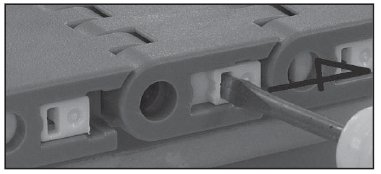 [クリックで拡大] ③ネジ付きドライバーを回転させて、ピンのセンター穴(φ1)に食い込ませ、ピンを引き抜きチェーンを分解します。 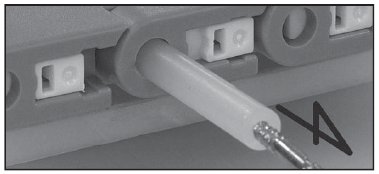 [クリックで拡大] ※BTM8-M形は異なります。 ■WT2500シリーズ、BTM8Hシリーズの連結 ①チェーンを連結する際は、チェーン同士を引き寄せて組み合わせ、一端よりピンを挿入します。 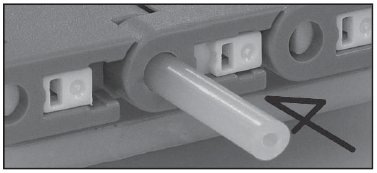 [クリックで拡大] ②次にピン挿入部を塞ぐため、プラグをスライドさせます。  [クリックで拡大] ※BTM8-M形は異なります。 注)連結時には付属もしくは専用のピンを使用して連結してください。 ■WT3800シリーズの分解 ①先の細いマイナスドライバーなどをチェーン側面のプラグとチェーンの間に差し込みます。 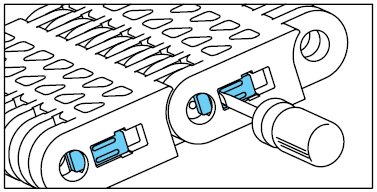 [クリックで拡大] ②マイナスドライバーを矢印の方向に押し、プラグをスライドさせます。 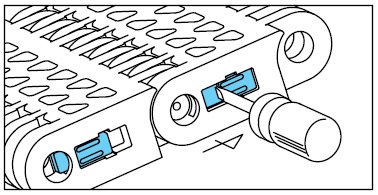 [クリックで拡大] ③ネジ付きドライバーを回転させて、ピンのセンター穴(φ1)に食い込ませ、ピンを引き抜きチェーンを分解します。 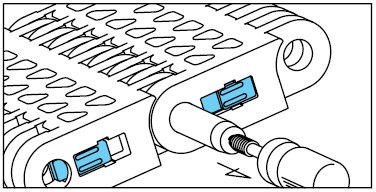 [クリックで拡大] ■WT3800シリーズの連結 ①チェーンを連結する際は、チェーン同士を引き寄せて組み合わせ、一端よりピンを挿入します。 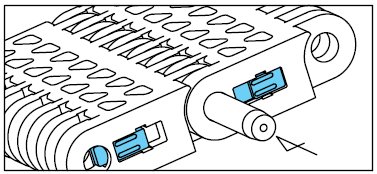 [クリックで拡大] ②次にピン挿入部を塞ぐため、プラグをスライドさせます。  [クリックで拡大] 注)連結時には付属もしくは専用のピンを使用して連結してください。 ■BTC4-M形、BTO8-M形の分解連結 ①分解時 ・リンクのD穴側のDピン側面にパンチ(φ2.5以下)を当てて、軽くハンマで叩いてピンを抜きます。 ・あるいはピンのストッパ側から先の細いマイナスドライバで抜くこともできます。 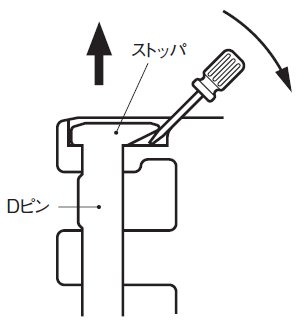 [クリックで拡大] ②連結時 ・専用の連結用Dピン(色:オレンジ色)をご使用ください。 ・Dピンの挿入方向を確認し、リンクにピンを挿入します。 ・Dピンのストッパ側を指で押すか、軽くハンマで叩いてください。 ③再切継時 ・既に挿入されている連結用Dピン(色:オレンジ色)部では切継ぎしないでください。 ※連結用Dピンについて ①連結時は専用の連結用Dピンをご使用ください。 ②連結用Dピンは本体ピン(白色)と識別するため、オレンジ色としています。 ③連結用Dピンはチェーン1本に付き1本付属しています。 ■WT2250、BTC8Sシリーズの構造と分解連結 チェーンの両端部の構造 チェーン両端部は、ピンの抜け防止のため、スナップアタッチメントをリンクの裏側から挿入しています。(スナップフィット) 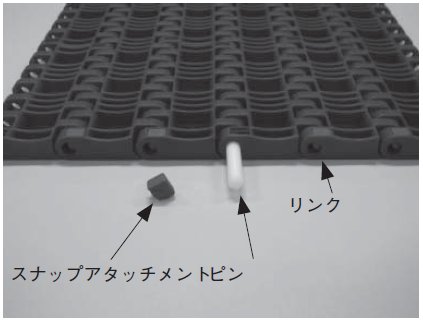 [クリックで拡大] 分解・連結要領 ①先の細いマイナスドライバをリンク穴とスナップアタッチメントのスキマ(約1mm)に差込み、スナップアタッチメントを外します。 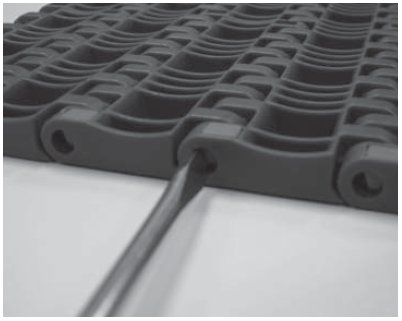 [クリックで拡大] ②ネジ付ドライバを回転させて、ピンのセンタ穴(φ1.0)に食込ませ、ピンを引抜きチェーンを分解します。 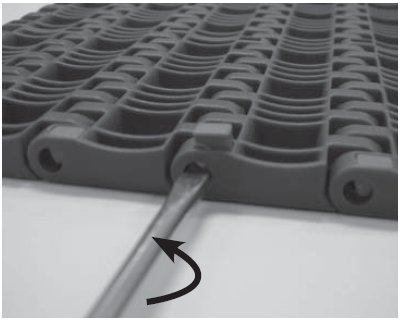 [クリックで拡大] ③チェーンを連結する際は、チェーンの両端を引き寄せて組合わせ、一端よりピンを挿入します。チェーンの裏側よりスナップアタッチメントを挿入します。 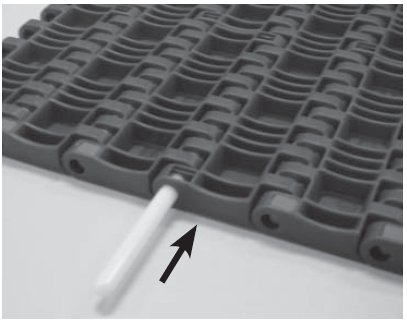 [クリックで拡大]
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q20 | スプロケットの取付方法は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A20 |
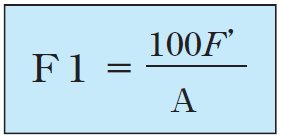
プラスチックモジュラーチェーンの幅広タイプでは、スプロケットはチェーン幅、張力負荷率により数量、取付位置が異なりますのでご注意ください。また温度変化によるチェーン幅の膨張、収縮の寸法変化に対応するため、軸に対してスプロケットの四角穴、六角穴は大きい寸法で仕上がっており、横移動できるようになっています。 スプロケットの取付ピッチの決定 各チェーンのスプロケットの取付けピッチ図を下記に示します。(2)式で求めたチェーン幅1m換算張力F’がチェーンの許容張力(幅1m当たりのMAX)の何%のレベルかを確認します。チェーン張力負荷率F1により変わる場合もありますので、ご注意ください。 張力負荷率F1(%)の計算
F’…(2)式で求めたチェーン幅1m換算能力kN/m {kgf/m} A…各使用温度におけるチェーン幅1m換算能力kN {kgf} チェーン能力線図を参照ください。 幅広タイプ
固定幅タイプ
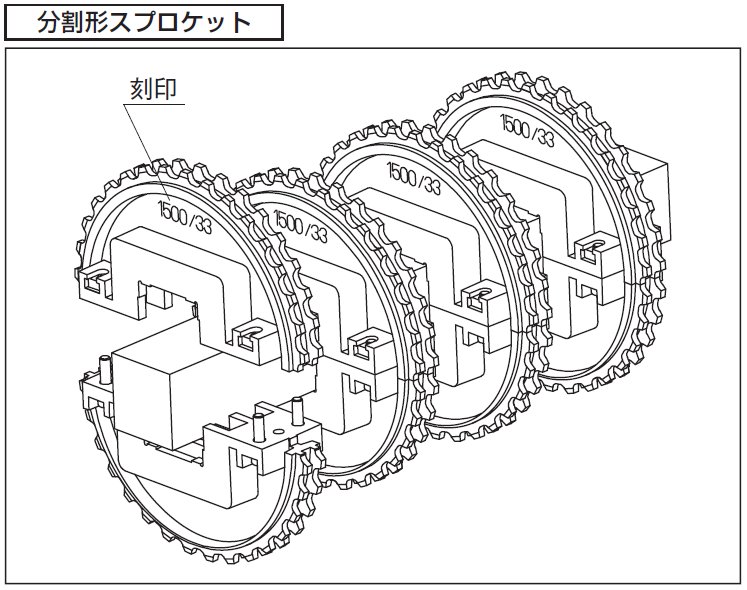
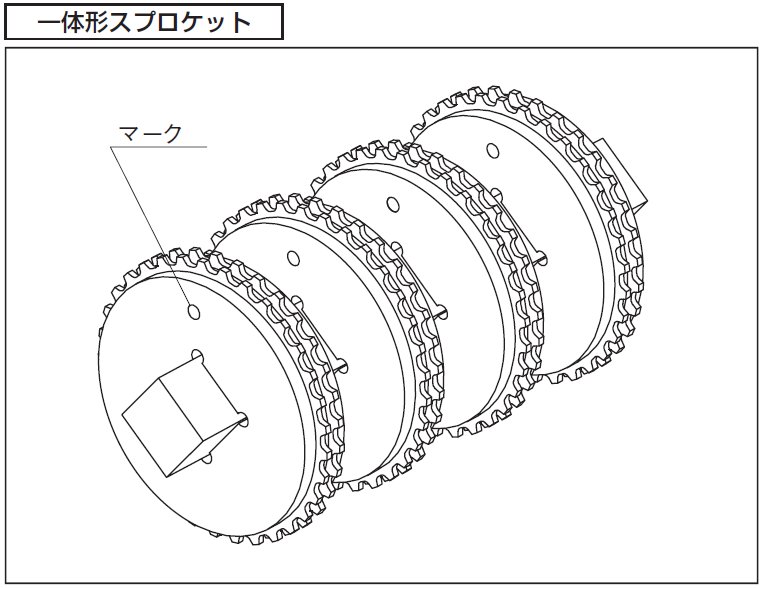
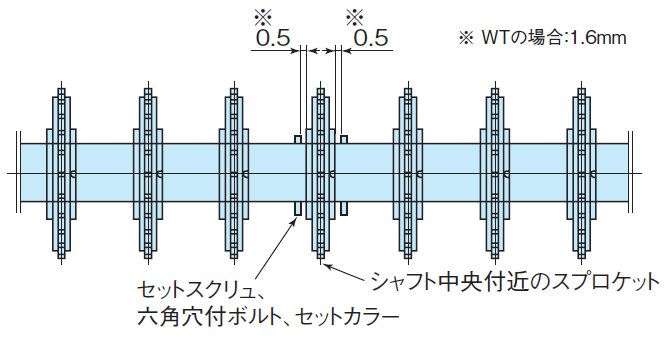
スプロケットの取扱いプラスチックモジュラーチェーンに使用する駆・従動シャフトは、特殊な例(固定幅タイプ、TODとの直交など)を除き一般的に角シャフトを推奨します。チェーンは、温度変化により膨張・収縮しますのでスプロケットが幅方向に横移動できるようにフリーに取り付けます。ただし、チェーンの蛇行防止の為、駆・従動シャフトとも、中央部1個(または2個)のスプロケットをセットスクリュまたはセットカラー、六角穴付ボルトで固定します。角シャフトにスプロケットを取り付ける際には、刻印やマークを目安にして向きや歯の位置を一定に合わせてください。 ■スプロケットの位相合わせ 刻印やマークを合わせてシャフトに取付けてください。
■チェーンの膨張・収縮 プラスチックモジュラーチェーンは樹脂製ですので、温度変化により膨張・収縮します。チェーンの線膨張率の目安は、20℃を基準として15×10-5(/℃)です。呼称幅の膨張量(⊿W)は下式により求められます。 ⊿W=チェーン呼称幅×(使用雰囲気温度-20)×15×10-5
(例)K60(1524mm)のチェーンが20℃から60℃まで温度が上昇する雰囲気で使用する場合 ⊿W=1524×(60-20)×15×10-5=9.1mm ■スプロケットの固定 スプロケットはチェーンとコンベヤの熱膨張差、チェーンとスプロケットの据付誤差を吸収するため、シャフトとはルーズフィットとしていますが、チェーンの蛇行を防止するため中央付近の1つのスプロケットの両側に約0.5mm(WTの場合:1.6mm)のスキマをあけて、セットスクリュや六角穴付ボルト、セットカラーを取付けます。
※蛇行防止タブ付チェーンを使用の場合は、蛇行防止アタッチ間に取付けるスプロケットを固定してください。 ■チェーンの取付け スプロケットのピッチを所定の取付ピッチ(選定の項を参照)に合わせ、チェーンを巻付けます。 ※スプロケットの取付ピッチがずれると、チェーンがスプロケットに乗上げ破損する場合があります。確実に確認してください。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q21 | プラスチックモジュラーチェーンのコンベヤ設計は? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A21 |
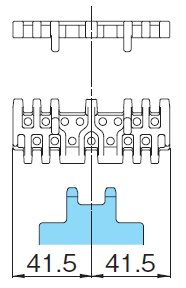
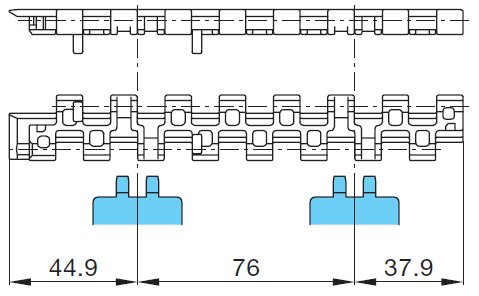
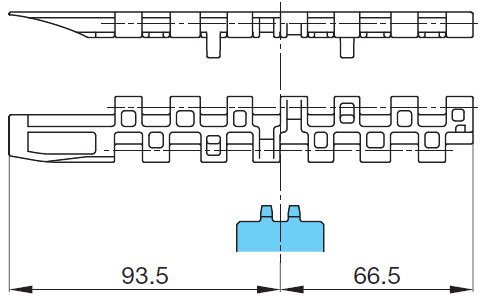
プラスチックモジュラーチェーンの場合、一般的に搬送側はレールでチェーンを受けていただき、帰り側については、チェーンにたるみを設けてください。特に駆動スプロケット下のたるみが重要です。スパン500~1000mm(※チェーン形式、張力負荷率により異なります)・たるみ量50~100mm(運転中)は保持するようしてください。このたるみが範囲以外ではチェーンが歯飛びする可能性があります。 ガイドレールの配置ガイドレールの配置は設置スペースなどにより異なりますが一例を下図に示します。 ※駆動スプロケット部のレールおよびフレーム端面は、面取りを施し干渉しないようにしてください。
チェーンのたるみ量 駆動スプロケット下の戻り側チェーンを受けるリターンローラの間隔Lは下記表1を参照し、リターンローラ間のチェーンのたるみ量は50~100mmとしてください。このたるみにより歯飛びを防止しています。この範囲以外では歯飛びする可能性があります。
注) 1.固定幅タイプはカタログ技術ノートを参照して設計ください。 2.パストライザー等特殊コンベヤについては当社までお問合せください。 3.両端ノーズバーの取付けはカタログ技術ノートを参照ください。 かみ合い角度 駆動スプロケットとチェーンの「かみ合い角度」は180°以上にしてください。角度が小さい場合、歯飛びする可能性があります。 レール端部 スプロケットとレール端部までの距離Cは、基本チェーン1ピッチ分設けてください。なお、従動側レール端部はチェーンとレールの引掛りを防止するためR曲げ、あるいは面取りを施してください。 スプロケットとレールとの位置 下図を参照ください。
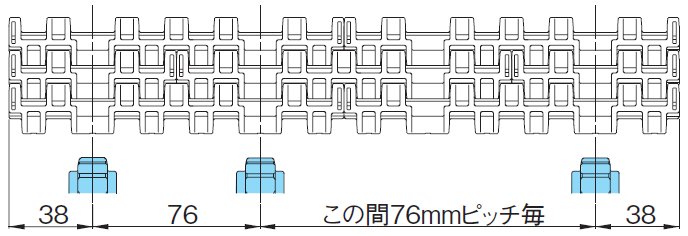
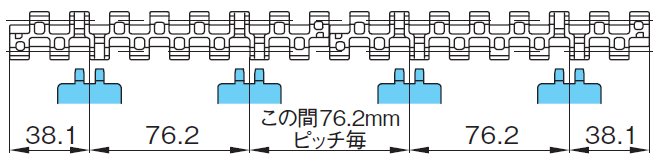
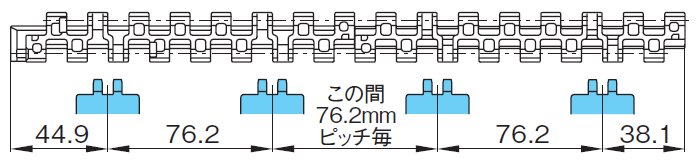
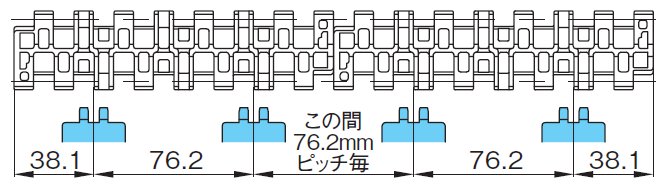
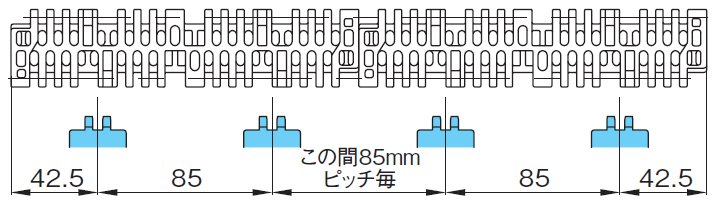
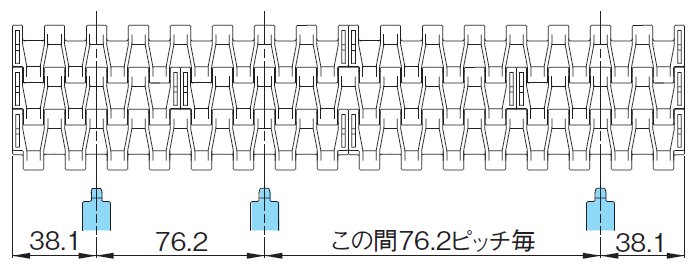
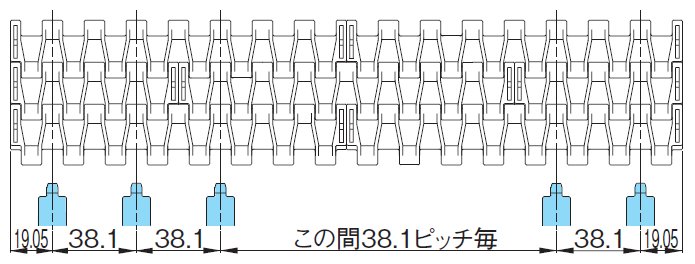
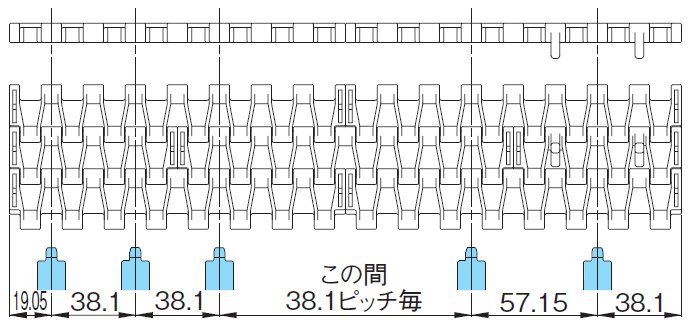
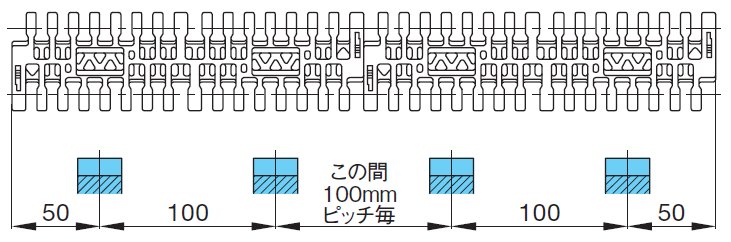
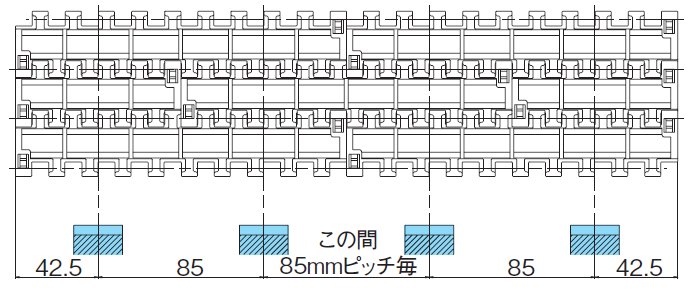
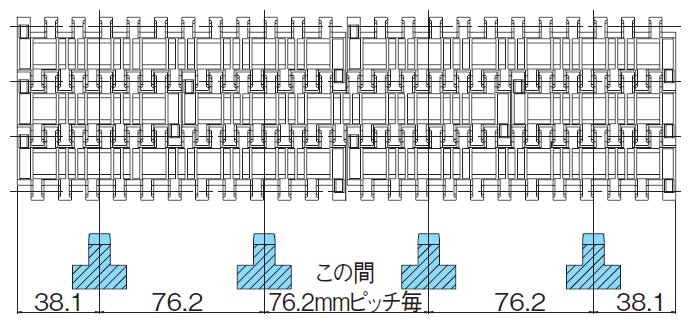
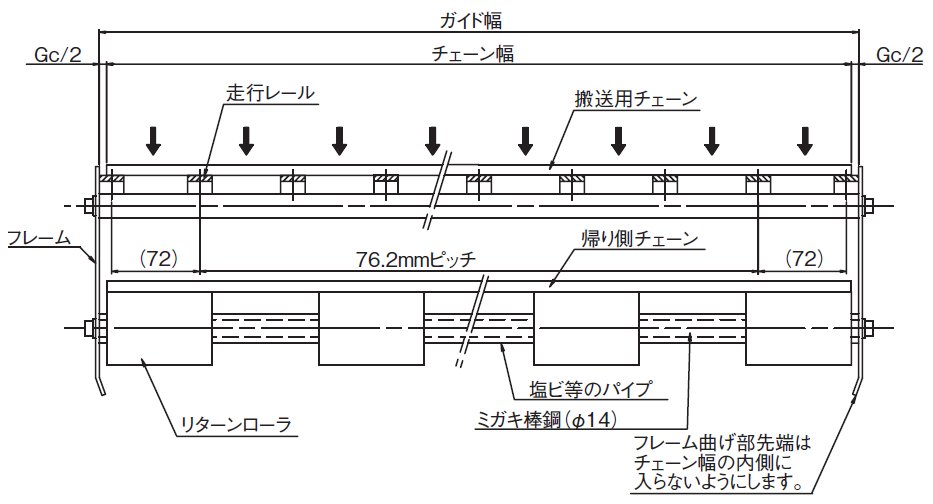
レールの取付例(常温雰囲気の場合)幅広タイプ(蛇行防止タブなしの場合) レールはスプロケットと交互に等間隔に配置してください。レール間隔Aは、BTNが76mm、BT6、BT8、WT1500、WT3005、BTC8Sが76.2mm、WT2500が76.2mm(レール幅25mm)、WT3086、WT2250が85mm、WT3816が100mm(レール幅30mm)となります。
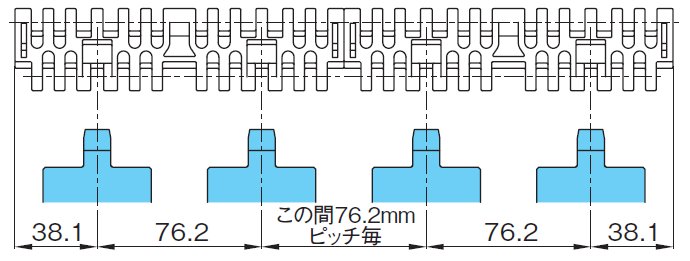
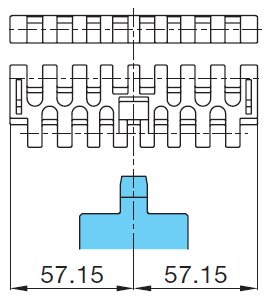
幅広タイプ(蛇行防止タブ付の場合) (蛇行防止タブ付チェーン:BTN5-A、WT1505GK、WT1505GTOK、WT3005GK、WT3086GK) 蛇行防止タブがレールに干渉しないよう設置してください。
固定幅タイプ(蛇行防止タブ付の場合) ガイド付きチェーンのガイドクリアランスは下表を参照してください。多列で使用する際にはチェーンの隙間を1mm程度とってください。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q22 | プラスチックモジュラーチェーンの帰り側のレイアウトについて | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A22 |
最も一般的なレイアウトとして、リターンローラで受ける方式を推奨します。リターンローラの受け方式では、適当なチェーンのたるみを設置可能で、チェーン伸びを吸収可能できるため推奨します。フライト付の場合は、フライトとローラが干渉しないようにする必要はあります。 コンベヤのレイアウト帰り側の受けとして、“リターンローラで受ける方式”や“レールで受ける方式”などがあります。下記に例を示します。 ※注意事項 1.特に端末でTODなどによる乗り継ぎを行う場合は注意してください。 2.リターンレールの入口部は、R40以上の大きなRを取ってください。 3.チェーンは温度変化により膨張・収縮しますのでカテナリー部を適切な弛み量になるようにチェーンを切り詰め、テンショナーなどで調節してください。 リターンローラで受ける方式 コンベヤ側面
コンベヤ平面
使用するチェーン幅に合わせてローラの取付間隔(コンベヤ幅方向)を調整します。 レールで受ける方式 コンベヤ側面
フライトチェーンの帰り側フライト付またはラバー付チェーンの帰り側はローラ等でフライトが干渉しないように下図のように設置してください。
※幅の広いチェーンの場合、ローラは765mm間隔で設置してください。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q23 | プラスチックモジュラーチェーンで正逆運転は可能ですか? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A23 |
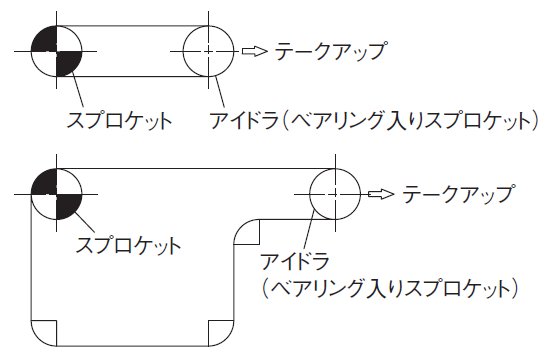
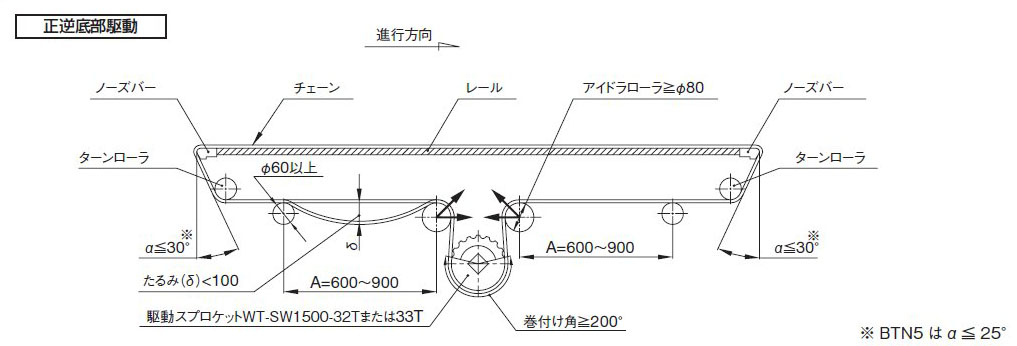
プラスチックモジュラーチェーンで正逆運転は可能です。正逆運転する場合の一例を下記に示しますのでご参照ください。
正逆底部駆動でのアイドラーローラ部には使用張力の約1.5倍の負荷が作用しますので、機幅の広いコンベヤ(1m以上)の場合は、十分な剛性を持った軸を選定するか、3点支持以上で軸を受けるようにしてください。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q24 | 乗継部の小さいコンベヤを製作したい。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A24 |
乗継部を小さくしたい場合、ノーズバを使用することにより対応可能です。また、BTC4-Mでも乗継部を小さくできますのでご参照ください。 ノーズバーの突合せレイアウトガイドレールの配置は設置スペースなどにより異なりますが一例を下図に示します。
※上図中寸法は参考値です。搬送物の乗移り状態により微調整してください。 ※搬送物の形態(不安定)によっては、わずかなチェーンのシャクリにより不具合を生じる可能性があります。
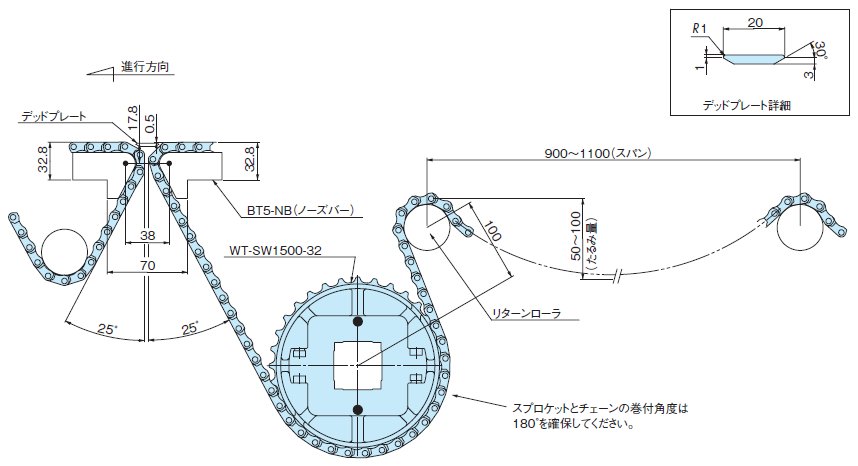
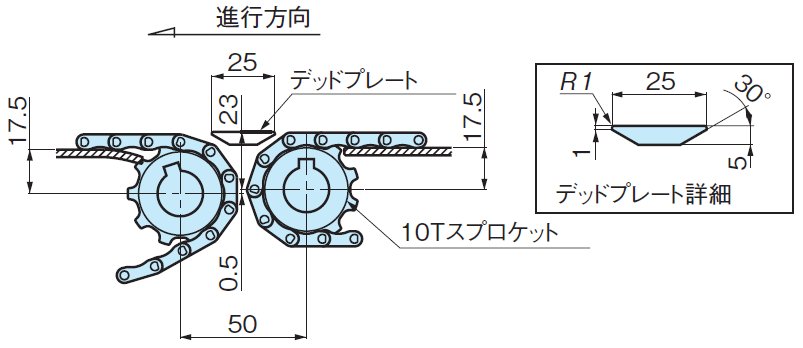
WT1500シリーズやBTN5を使用することにより、コンベヤ間での接続をストレートに突合せすることが可能です。突合せ部に使用するデッドプレートは20mmまで狭くする事が出来ます。 注) 1.※部は搬送物の違いにより調整が必要です。 2.対応チェーンはWT1500シリーズとBTN5のみです。なおWT1505Gタイプは適応できません。 BTC4-M形の突合せレイアウト10Tスプロケットで直線乗移りの場合
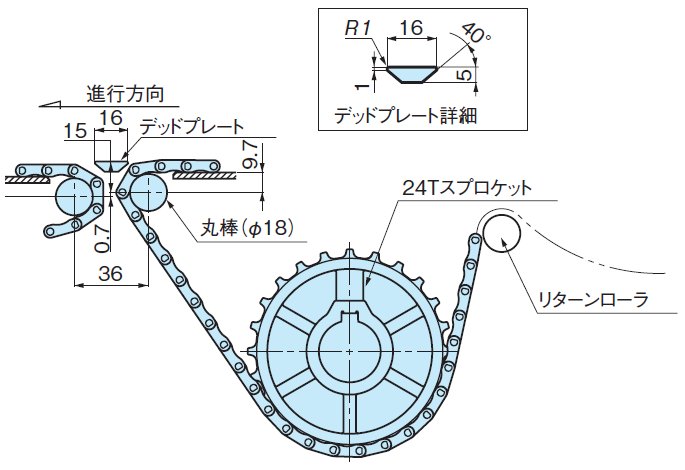
φ18シャフトで直線乗移りの場合
注)デッドプレートのレベルは搬送物の乗移り状態により微調整ください。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Q25 | 直交コンベヤで搬送物の残留を無くしたい。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A25 |
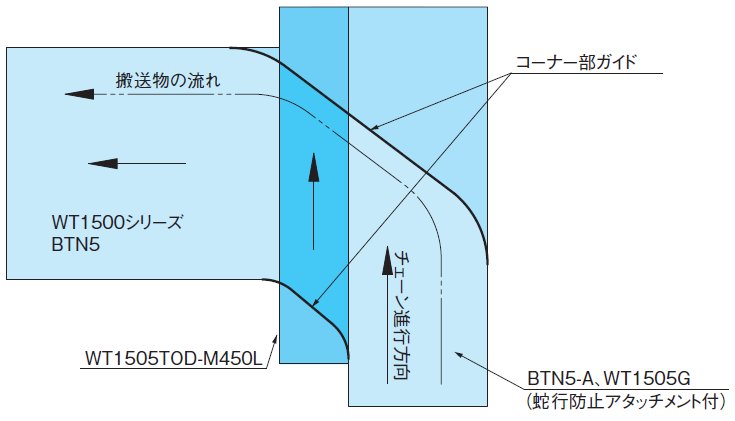
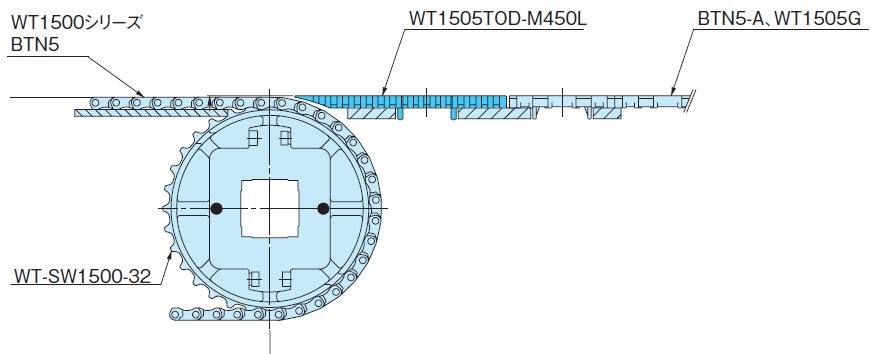
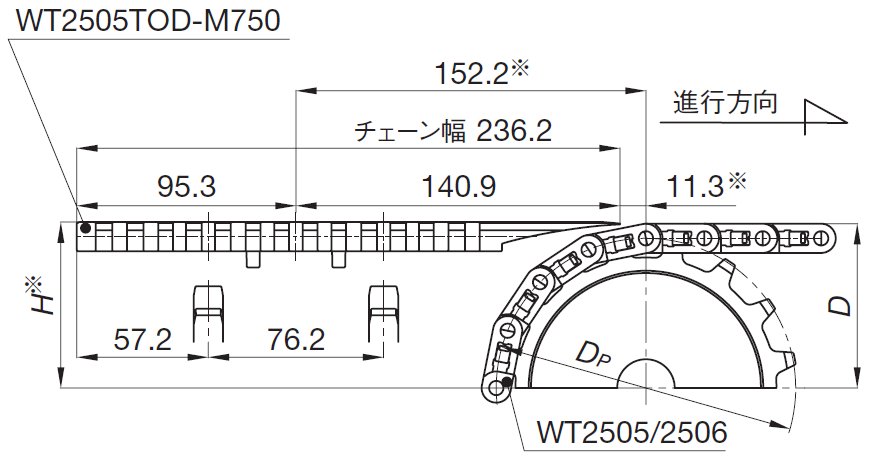
チェーンと乗継部が一体になったチェーン(TOD形、GTO形)を活用することをお勧めします。レイアウト等は下記を参照ください。 直交搬送レイアウトWT1505TOD/GTOまたはWT2505TODと組み合わせる事で、デットプレートが不要となり搬送物の直交搬送が可能となります。
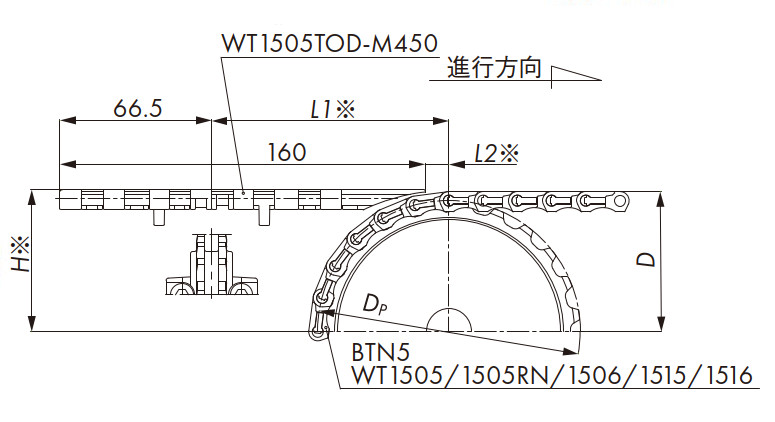
各チェーンの取付け寸法を以下に示します。 挿入搬送 (WT1505TOD/WT1500)
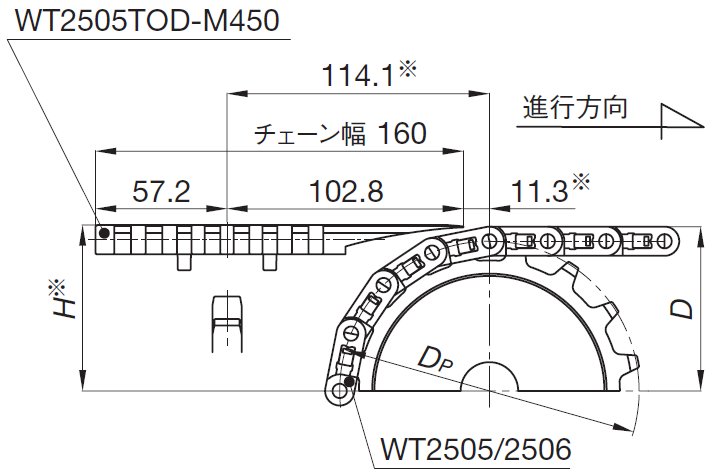
注)※部は搬送物の違いにより調整が必要です。 挿入搬送 (WT2505TOD/WT2500)
■WT2505TOD-M450の場合
注)※部は搬送物の違いにより調整が必要です。 ■WT2505TOD-M750の場合
注)※部は搬送物の違いにより調整が必要です。 排出搬送 (WT1505GTO/WT1500)
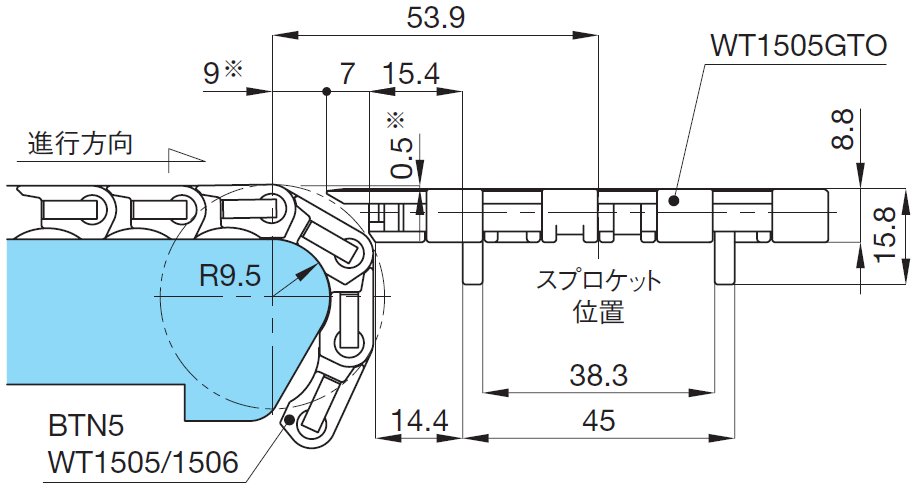
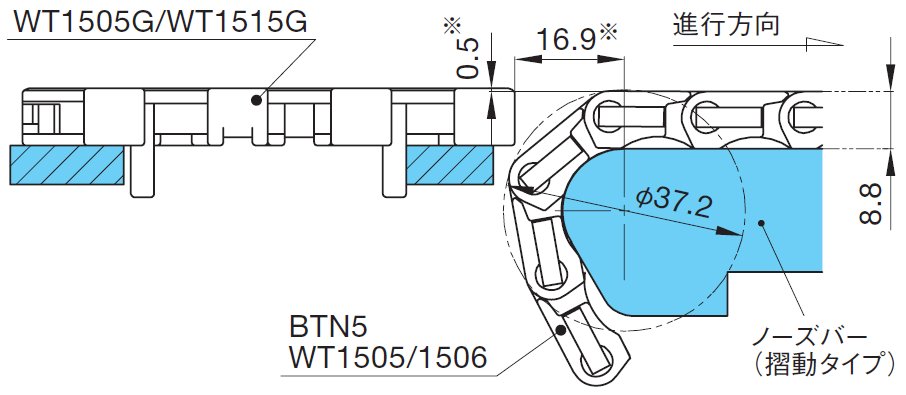
注)※部は搬送物の違いにより調整が必要です。 当社ノーズバーやGTO/TOD タイプチェーンを使用することにより、通常必要とされるようなデッドプレートを使用することなく搬送物のスムーズな90°変換搬送を可能にしています。 WT1500とWT1505Gの直交搬送挿入搬送 (WT1500/WT1505G/WT1515G)
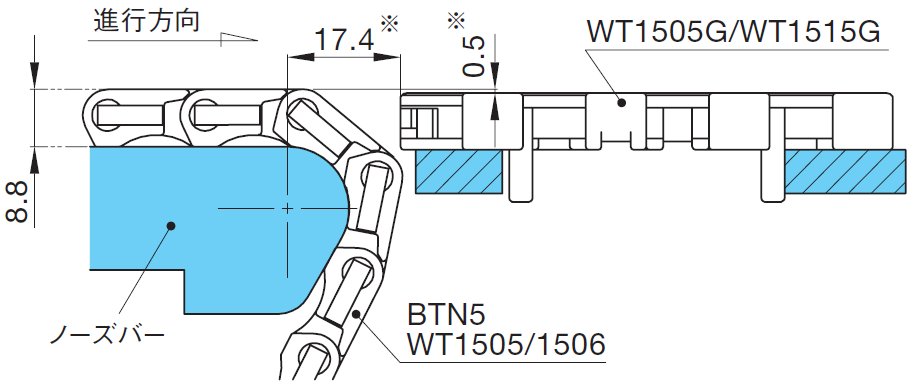
注)※部は搬送物の違いにより調整が必要です。 排出搬送 (WT1500/WT1505G/WT1515G)
注)※部は搬送物の違いにより調整が必要です。 質問へ戻る |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
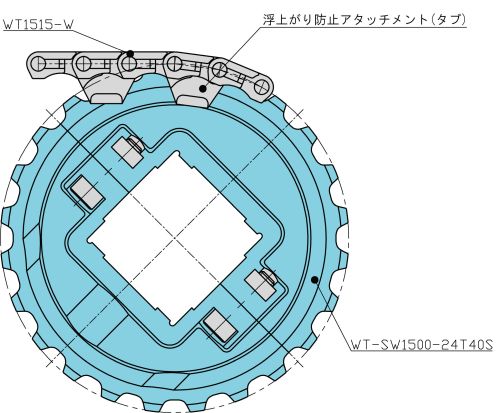
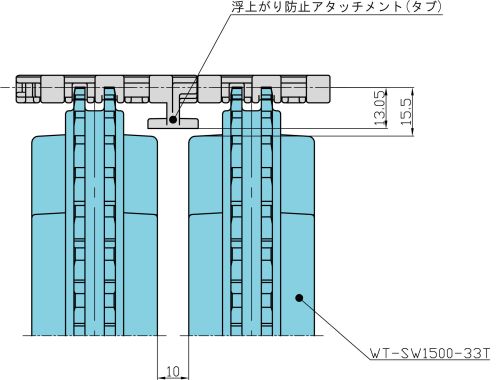
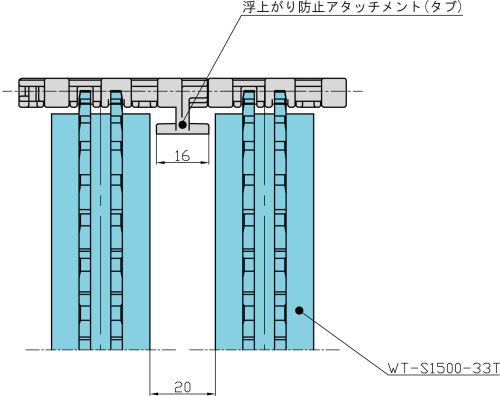
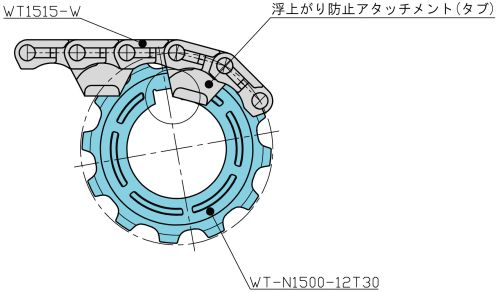
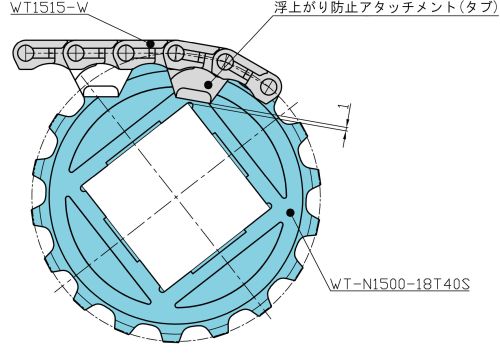
| Q26 | 【プラスチックモジュラーチェーン】浮上がり防止アタッチメント(タブ)ありチェーンに使用可能なスプロケットは? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| A26 |
■WT1515T-F-W形&WT1516T-F-W形浮上がり防止アタッチメント(タブ)ありチェーン
※浮上がり防止アタッチメント(タブ)とシャフトの干渉がないため使用可能です。 ■イメージ図
■成形スプロケット
■加工スプロケット
※理由は下図と説明文を参照ください。 ■WT-N1500-12T 浮上がり防止アタッチメント(タブ)とキー部が
■WT-N1500-18T 浮上がり防止アタッチメント(タブ)と角シャフトの干渉は無いが、
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||