技術資料 クラッチ 取扱
200シリーズ 取扱注意
- 1. 内輪がないタイプです。カムクラッチを直接軸にはめ込んで使用しますので、軸がカムクラッチとかみ合う部分は焼入硬化し(表面硬度:56~60HRC、焼入深さ:1.5mm以上)製品ページ(こちら)のC寸法に研削仕上げしてください。長さ50mmにつき0.01mm以内のテーパに抑え、仕上面アラサは1.5S以下にしてください。
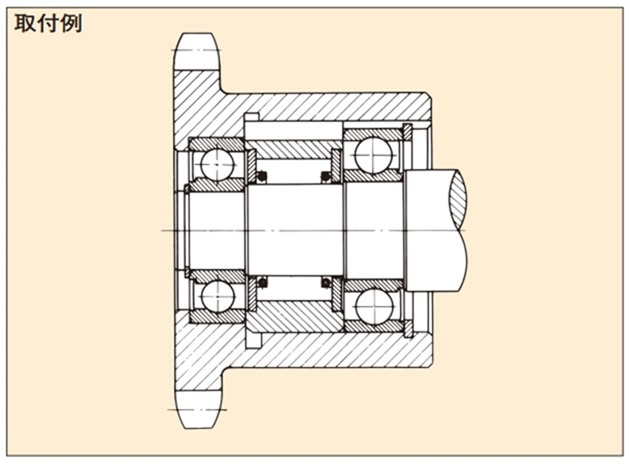
- 2. 取付けに際しては、カムクラッチの両側にベアリングを組込んで、軸と外輪との心出しの役目、および外輪、または軸に掛かるラジアル荷重を受ける役目をさせてください。(取付例参照)
片側にしかベアリングを入れられない場合にも2個使用してください。
- 3. クラッチを軸にはめ込む際は、カムクラッチのソクバンにある矢印方向に軸を回しながら、静かに押し込んでください。カムクラッチのソクバンや、軸をハンマなどでたたくことは絶対に避けてください。
- 4. 外輪の外径寸法は、同一外径のベアリングと同じ呼寸法に仕上っています。取付ける穴の寸法公差はH6、またはH7を推奨します。
- 5. キーは、JIS B1301-1959(旧JIS)平行キー2種をご使用ください。キー寸法は、JISで規定している軸径とキーの関係通りでない形番がありますので、注意してください。
- 6. カムクラッチを入れるハウジングに、キー押え用のセットボルトを設ける場合、キーを強く押え過ぎると、カムクラッチの外輪に歪みが出て、作動不良の原因となりますのでご注意ください。
- 7. インデキシングでご使用の場合は、オイル潤滑を推奨します。インデキシング用オイルをご使用ください。
- 8. 軸とクラッチハウジングの同心性は、0.05mm(TIR)以内としてください。
- 9. カムクラッチにスラスト荷重がかかる場合は、別途スラスト荷重を受けるものを設けてください。
- 10. 700r/min以上で連続空転をする場合、発熱に注意してください。クラッチ外輪部の温度が70℃以上になる場合には、充分な寿命が期待出来ません。別のシリーズを選定するか、使用条件を変更する必要があります。
- 11. 潤滑およびメンテナンスについてはこちらを参照ください。