技術資料 小形コンベヤチェーン 選定
コンベヤ設計の留意点
1. コンベヤ方式とローラ形式
表20
| コンベヤ方式 | ローラ形式 | 使い分け |
|---|---|---|
| ローラを転がす方式 (水平・傾斜) 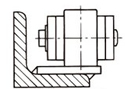 バイピッチ |
Rローラ形 チェーン質量 :大 ローラ許容負荷:大 ローラの摩耗 :小 |
運行円滑、脈動が小。 摩擦抵抗が小さく所要動力が少ない。 一般に機長10m以上または速度20m/min以上に適用。 |
ローラを転がす方式
 |
Sローラ形 チェーン質量 :小 ローラ許容負荷:小 |
一般に機長10m以下または速度20m/min以下に適用。 |
プレートが摺動する方式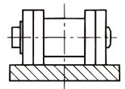 バイピッチ |
載荷の衝撃、悪い雰囲気にも強いがレールの損傷が早い。 構造簡単。所要動力が大きい。 |
2. コンベヤの配置
表21
 |
搬送側、帰り側ともにレールで受ける方式。 最も合理的で推奨するレイアウトです。駆動スプロケットの外れ側にたるみを作ります。 |
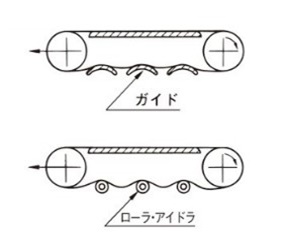 |
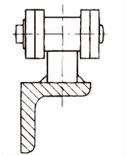
帰り側は、ガイドまたはローラ・アイドラで受ける方式。 チェーンがガイドやローラと接し屈曲するので摩耗を早めたり、きずを生じ易くなります。 また、チェーンの振動が悪影響を及ぼすことがあります。 したがって、機長が長い場合は好ましくありません。 |
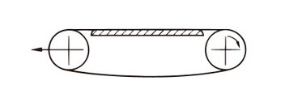 |
帰り側は支持しない方式。 帰り側のチェーン質量による張力が振動の原因になり、搬送が不円滑になります。 |
一般によく使用されているスラットコンベヤ、クロスロッドコンベヤの例を示します。
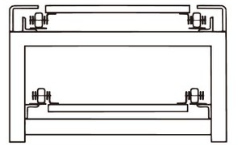
Aアタッチメントを使ってスラットを取付けたもので搬送側、帰り側ともにレール上をローラが転がります。
Kアタッチメントを使ったもので、上図のものに比べて搬送質量が大きく広幅のスラットコンベヤに適します。
しかし、帰り側のチェーンは、レール上をスラットが摺動します。
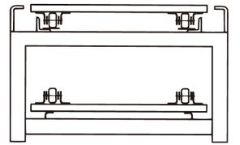
EPアタッチメント、GNKアタッチメント、またはホローピンチェーンを使ってパイプを取付けたクロスロッドコンベヤです。
搬送側、帰り側ともにレール上をローラが転がります。
3. 低温・高温における汎用小形コンベヤチェーン
汎用小形コンベヤチェーンは、-10℃~60℃の清浄な空気中で使用することが原則になっています。これ以外の雰囲気中で使用する場合には、下記の事項にご注意ください。
チェーンが冷却、または加熱される場合冷凍室、あるいは寒冷地で使用される場合や、乾燥炉・熱処理炉を通ったり、高温の搬送物によって熱の影響を受ける場合には、選定や使い方を変えてください。普通仕様のチェーンの許容張力と温度の関係の目安を示します。
表22 雰囲気温度と強度
| 雰囲気温度 ℃ | 許容張力 |
|---|---|
| -30まで | カタログ表示の許容張力 × 1/4 |
| -20まで | 〃 × 1/3 |
| -10 ~ 150 | 〃 × 1 |
| 200まで | 〃 × 3/4 |
| 250まで | 〃 × 1/2 |
表23 雰囲気温度と使用方法
| 雰囲気温度 ℃ | 使い方 | 注意事項 |
|---|---|---|
| -50 ~ -30 | -30℃以下では、耐環境シリーズのSSチェーンやASチェーンを検討してください。 普通仕様品は使用できません。 |
(1)材料の低温脆性による衝撃強度の低下(特に普通仕様) (2)潤滑油の凝固 (3)水滴による発錆 (4)霜の付着による屈曲不良 |
| -30 ~ -10 | 普通仕様品の許容張力の低下を見込んでください。(表22参照) | |
| 60 ~ 150 | 潤滑油を変更します。 | |
| 150 ~ 250 | 耐摩耗性が低下しますので、チェーンサイズを大きくして軸受圧力を小さくすると共に、 普通仕様品の場合には、許容張力の低下を見込んで使用の可否を検討してください。(表22参照) |
(1)硬度の低下による摩耗の増大 (2)軟化による伸びの増大 (3)潤滑油の劣化炭化による潤滑不良と屈曲不良 (4)スケールの発生による摩耗の増大と屈曲不良 |
| 250 ~ 400 | 耐環境シリーズのSSチェーンやASチェーンを検討してください。 |
4. 雰囲気温度と潤滑油
-10℃~60℃以外の雰囲気温度では、潤滑油を低温用、高温用など温度によって変更してください。こちらの潤滑の項をご覧ください。
5. 特殊雰囲気での使用上の注意
こちらをクリックしてください。
6. その他の注意
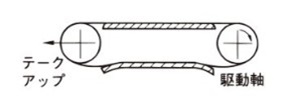
- (1)コンベヤを常に良好な状態で使用するためにテークアップを付けてください。
調整長さ = (軸間距離 × 0.02) + 余裕長さ
0.02:チェーンの許容摩耗伸び2% - (2)3枚以上のスプロケットの歯をチェーンに噛合せる必要があります。
- (3)チェーンを多列で使用する場合には、スプロケットは同一軸に取付け、歯の位相を正確に合わせてください。
- (4)機長が長く、2本以上のチェーンを並列で使用し、特に高いピッチ精度を必要とする場合には、それぞれのチェーン長さの相対差をできるだけ少なくするために特別編成品も製作します。また、スプロケットの歯の位相を正確にするために一対歯切したスプロケットも製作します。
7. 耐環境チェーン・スプロケットの耐食性
こちらをクリックしてください。
